

新聞中心
NEWS CENTER
鈑金工藝-折彎
發(fā)布時間:
2018-11
鈑金工藝-折彎 一般折彎1:(R=0,θ=90°) L=A+B+K 1.當0¢T£0.3時,K’=0 2.對于鐵材:(如GI,SGCC,SECC,CRS,SPTE,SUS等) a.當0.3¢T¢1.5時,K’=0.4T b.當1.5£T¢2.5時,K’=0.35T c.當T/2.5時,K’=0.3T 3.SUST>0.3K’=0.25T 4.對于其它有色金屬材料如AL,CU:

鈑金工藝-折彎
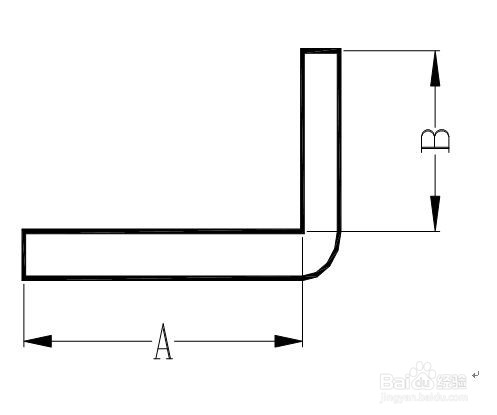
一般折彎1:(R=0, θ=90°)
L=A+B+K
1. 當0¢T£0.3時, K’=0
2. 對于鐵材:(如GI,SGCC,SECC,CRS,SPTE, SUS等)
a. 當0.3¢T¢1.5時, K’=0.4T
b. 當1.5£T¢2.5時, K’=0.35T
c. 當 T/2.5時, K’=0.3T
3. SUS T>0.3 K’=0.25T
4.對于其它有色金屬材料如AL,CU:
當 T$0.3時, K’=0.5T
2
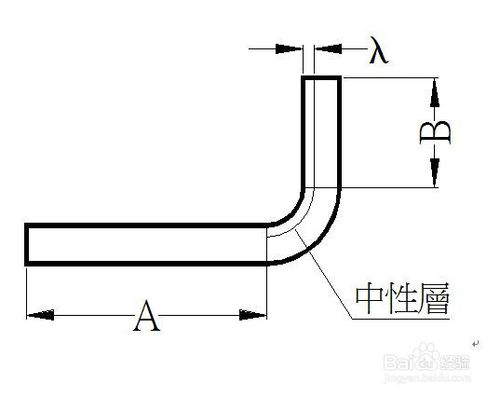
一般折彎2: (R≠0 θ=90°)
L=A+B+K’
K值取中性層弧長
1. 當T¢1.5 時 K’=0.5T
2. 當T/1.5時 K’=0.4T
注:當用折彎刀加工時 R£2.0, R=0°處理
3
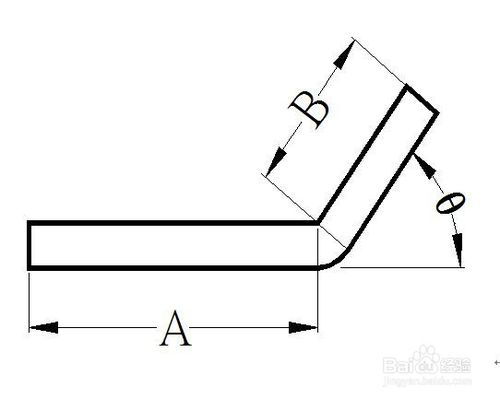
一般折彎3 (R=0 θ≠90°)
L=A+B+K’
1. 當T£0.3 時 K’=0
2. 當T$0.3時 K’=(u/90)*K
注: K為90°時的補償量
4
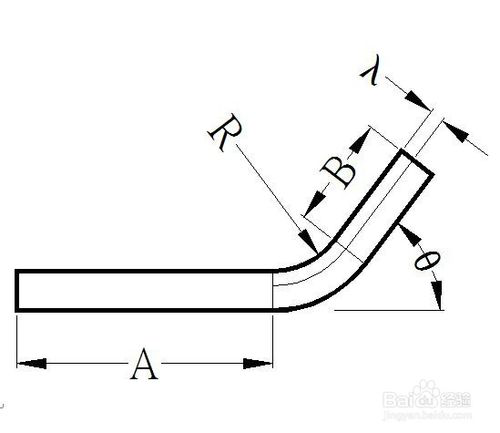
一般折彎4 (R≠0 θ≠90°)
L=A+B+ K’
1. 當T¢1.5 時 K’=0.5T
2. 當T/1.5時 K’=0.4T
K值取中性層弧長
注: 當R¢2.0, 且用折刀加工時, 則按R=0來計算, A﹑B依倒零角后的直邊長度取值
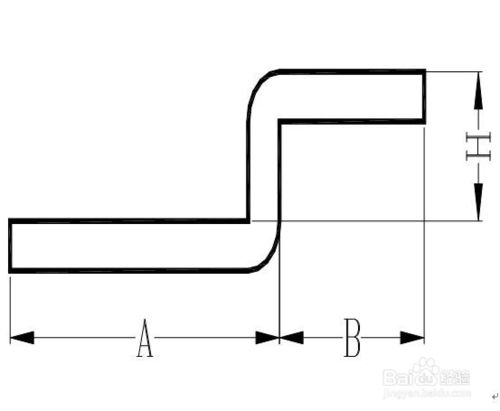
Z折1(直邊段差).
1. 當H/5T時, 分兩次成型時,按兩個90°折彎計算
2. 當H¢5T時, 一次成型, L=A+B+K
K值依附件中參數(shù)取值
6
Z折2(非平行直邊段差).
展開方法與平行直邊Z折方法相同(如上欄),高度H取值見圖示
7
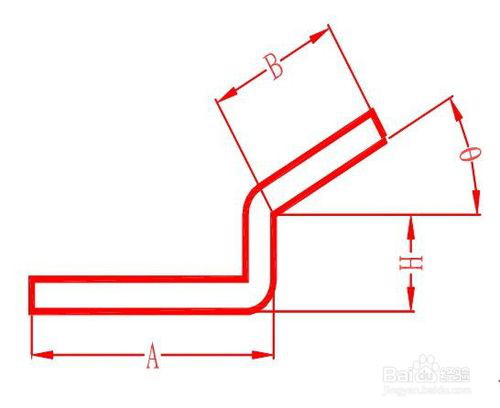
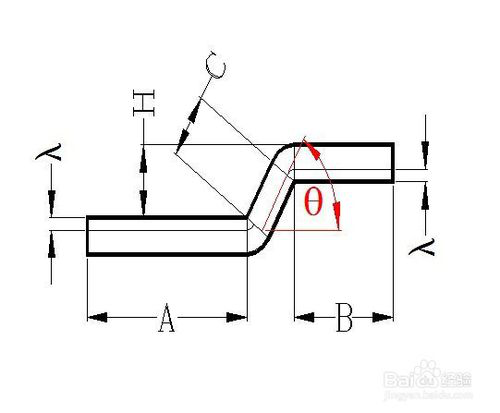
Z折3(斜邊段差).
1. 當H¢2T時
j當θ≦70°時,按Z折1(直邊段差)的方式計算, 即: 展開長度=展開前總長度+K (此時K’=0.2)
k當θ>70°時完全按Z折1(直邊段差)的方式計算
2. 當H/2T時, 按兩段折彎展開(R=0 θ≠90°).
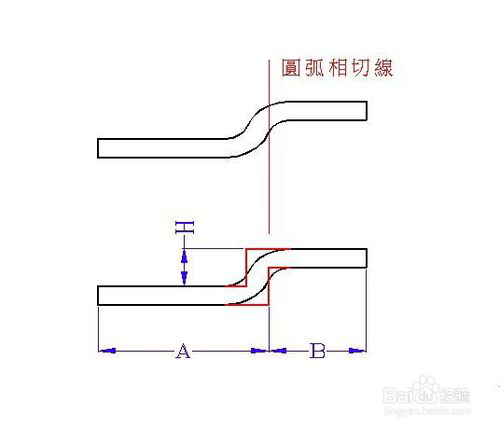
Z折4(過渡段為兩圓弧相切):
1. H≦2T 段差過渡處為非直線段為兩圓弧相切展開時,則取兩圓弧相切點處作垂線,以保證固定邊尺寸偏移以一個料厚處理,然后按Z折1(直邊段差)方式展開
2. H>2T,請示后再行處理
9
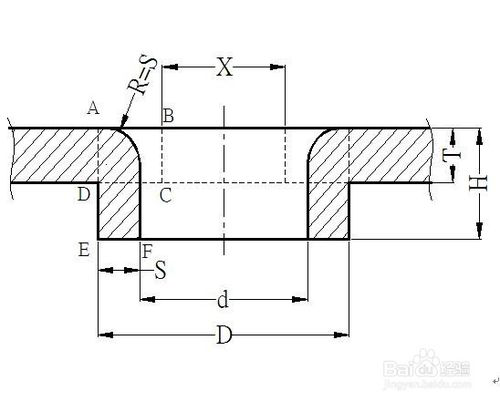
抽孔
抽孔尺寸計算原理為體積不變原理,即抽孔前后材料體積不變;一般抽孔 ,按下列公式計算, 式中參數(shù)見右圖 (設(shè)預沖孔為X, 并加上修正系數(shù)–0.1):
1. 若抽孔為抽牙孔(抽孔后攻牙), 則S按下列原則取值:
T≦0.5時取S=100%T
0.5<T<0.8時取S=70%T
T≧0.8時取S=65%T
一般常見抽牙預沖孔按附件一取值
2. 若抽孔用來鉚合, 則取S=50%T, H=T+T’+0.4 (注: T’是與之相鉚合的板厚, 抽孔與色拉孔之間隙為單邊0.10~0.15)
3. 若原圖中抽孔未作任何標識與標注, 則保證抽孔后內(nèi)外徑尺寸;
4. 當預沖孔徑計算值小于1.0時, 一律取1.0
10
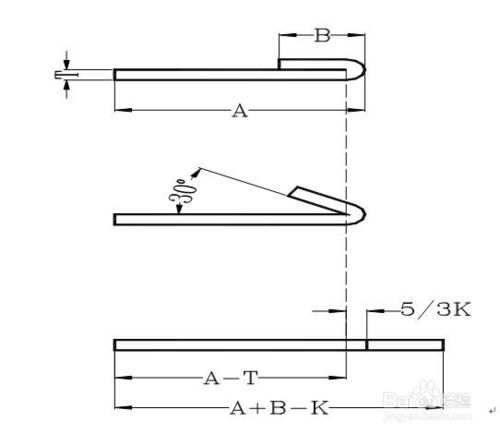
反折壓平
L= A+B-0.43T(K’=0.43 T)
1. 壓平的時候,可視實際的情況考慮是否在折彎前壓線,壓線位置為折彎變形區(qū)中部;
2. 反折壓平一般分兩步進行
V折30°
反折壓平
故在作展開圖折彎線時, 須按30°折彎線畫, 如圖所示:
11
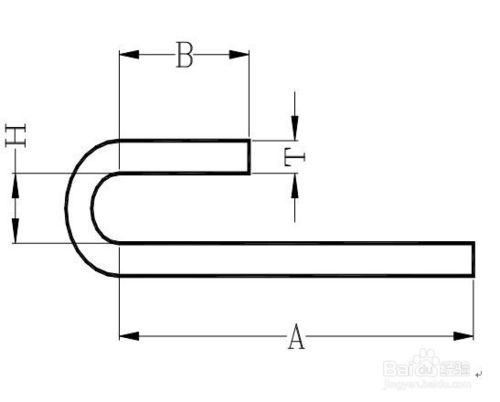
N折
1. 當N折加工方式為墊片反折壓平, 則按 L=A+B+K 計算, K值依附件中參數(shù)取值.
2. 當N折以其它方式加工時, 展開算法參見 “一般折彎(R≠0 θ≠90°)”
如果折彎處為直邊(H段),則按兩次折彎成形計算:L=A+B+H+2K (K=90°展開系數(shù))
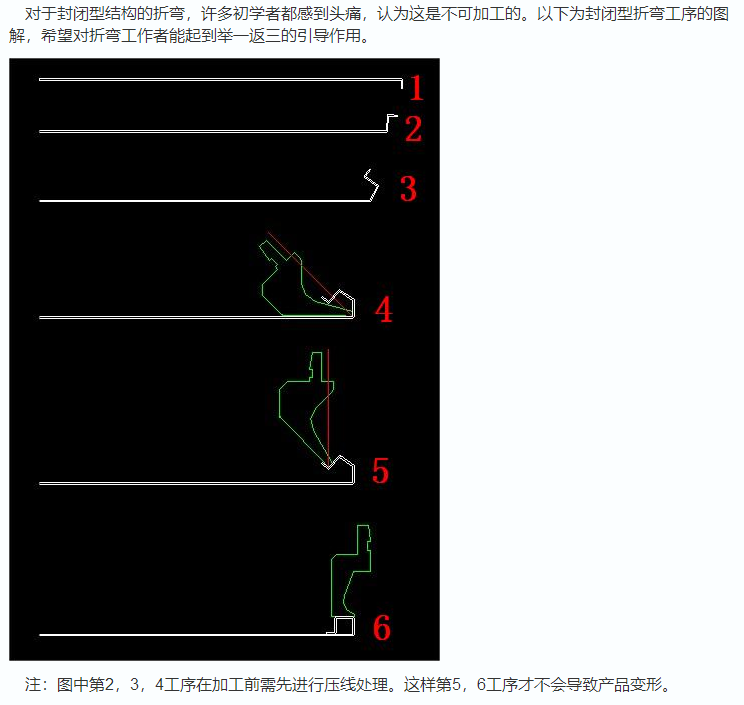
封閉式鈑金折彎方法
關(guān)鍵詞:
熱門新聞


我們的產(chǎn)品
找不到您需要的產(chǎn)品?聯(lián)系我們!
請將您的電子郵件留給我們,我們將在24小時內(nèi)與您聯(lián)系,。